
2、工藝參數表
| PK | 工藝參數編號 | Char(40) |
| --- | --- | --- |
| FK1 | 預設編號 | Char(40) |
| | 工藝參數名稱 | Char(40) |
| | 工藝參數單位 | Char(20) |
| | 工藝參數上限值 | LONG |
| | 工藝參數下限值 | LONG |
| | 工藝錄入人 | Char(20) |
3、質量參數表
| PK | 質量參數編號 | Char(40) |
| --- | --- | --- |
| | 質量參數名稱 | Char(40) |
| | 質量參數單位 | Char(20) |
| | 質量參數上限值 | decimal(20,2) |
| | 質量參數下限值 | decimal(20,2) |
| | 質量參數錄入人 | Char(20) |
4、旁線檢測表
| PK | 旁線檢測編號 | Char(40) |
| --- | --- | --- |
| | 質量參數編號 | Char(40) |
| | 質量狀態編號 | Char(40) |
| | 檢測物料編號 | Char(40) |
| | 旁線檢測批號 | Char(40) |
| | 旁線檢測數量 | decimal(20,2) |
| | 旁線檢測時間 | timestamp |
| | 旁線檢測錄入人 | Char(20) |
5、質量狀態表
| PK | 質量狀態編號 | Char(40) |
| --- | --- | --- |
| | 旁線檢測編號 | Char(40) |
| | 質量報警編號 | Char(40) |
| frefgre | 離線送檢編號 | Char(40) |
| | 質量參數結果 | Char(40) |
| | 質量結果錄入人 | Char(20) |
6、離線送檢表
| PK | 離線送測編號 | Char(40) |
| --- | --- | --- |
| | 質量參數編號 | Char(40) |
| | 質量狀態編號 | Char(40) |
| | 送檢物料編號 | Char(40) |
| | 離線送檢批號 | Char(40) |
| | 離線送檢數量 | decimal(20,2) |
| | 離線送檢單位 | Char(20) |
| | 旁線檢測時間 | timestamp |
| | 離線送檢人 | Char(20) |
| | 旁線檢測錄入人 | Char(20) |
7、質量報警表
| PK | 質量報警編號 | Char(40) |
| --- | --- | --- |
| | 質量狀態編號 | Char(40) |
| | 質量報警原因 | Char(40) |
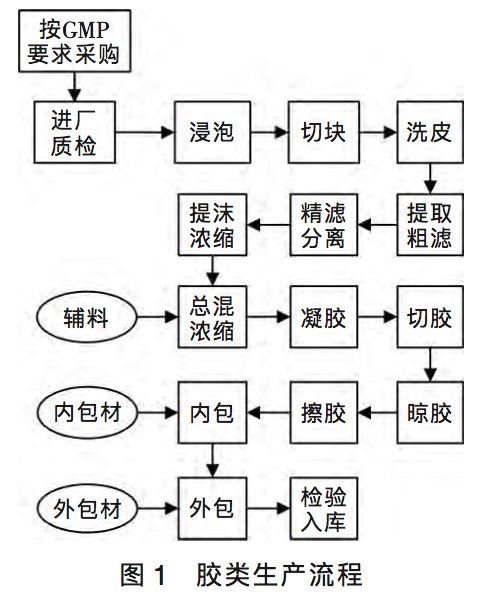
業務描述:
產品工藝文件對生產起指導性作用,保證產品的質量。生產任務下達后,車間工藝人
員編制工藝信息,工藝技術的要點主要包括**生產流程編制、原輔料選擇、設備工藝參數設**
**置、環境條件控制**等。工藝路線設計應清晰明確,在系統中應方便查看。
根據需要,可對產品進行信息維護、流程設置、分配物料、會簽申請等。可進行工藝流程模板、作業指導書等信息的維護配置,實現產品數據的多角度覆蓋。工藝管理功能模塊主要包括工藝設置、工藝流程管理等兩個方面。
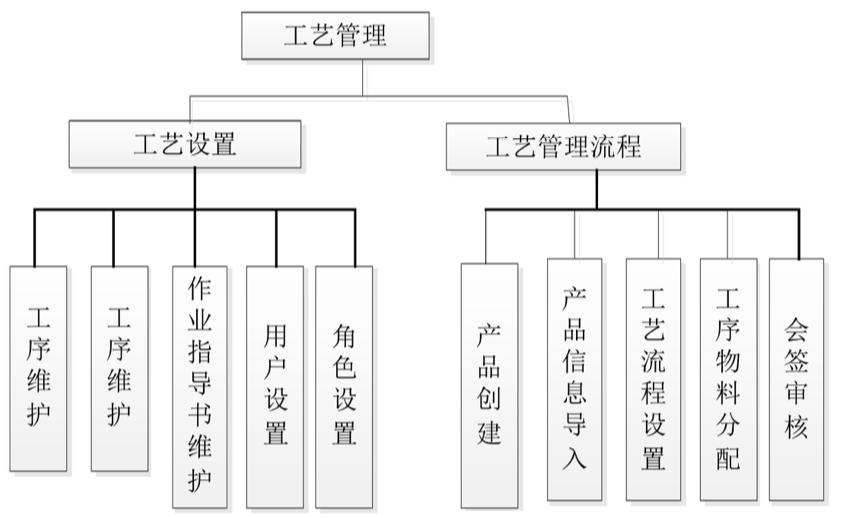
(1)**工藝設置**
由于中藥飲片加工行業的生產工藝流程基本固定,工序設置的主要功能即根據產線實際配置
及 中藥飲片加工生產流程對全部中藥飲片加工工藝流程進行預先維護,后期工藝人員制定工藝流
程時,可直接調用,不需要再重復編寫。
**作業指導書**,可插入多維度的作業指導書,如**視頻、三維、二維圖紙**等,方便生產人
員閱讀,并進行生產。
生成工藝庫,方便工藝人員的整理及調用。以豐富、互動的方式去
引導作業人員完成每一步驟,比如**三維動畫、視頻音頻、圖文檔**等。不同的工序都能對應
不同的作業指導書模板。實際新建產品和流程時,系統能根據流程中的工序自動把默認的
作業指導書模板帶入工序,帶入新產品,無需編輯,除非工藝工程師有特殊要求,可以隨
時完善。將來在**生產管理模塊**中可以做工序和工步的**無紙化操作指導或打印作業指導書**。
**用戶設置**主要功能是根據產線實際工藝人員情況,對需要進入系統的用戶進行提前的
維護,包括用戶賬號及密碼信息。
**角色設置**,將工藝人員的權限進行分組管理,如,會簽人員、工藝編制人員的權限進
行分組管理。
(2)工藝流程管理
基礎信息維護完成后,工藝人員即可進行編制工藝的操作。
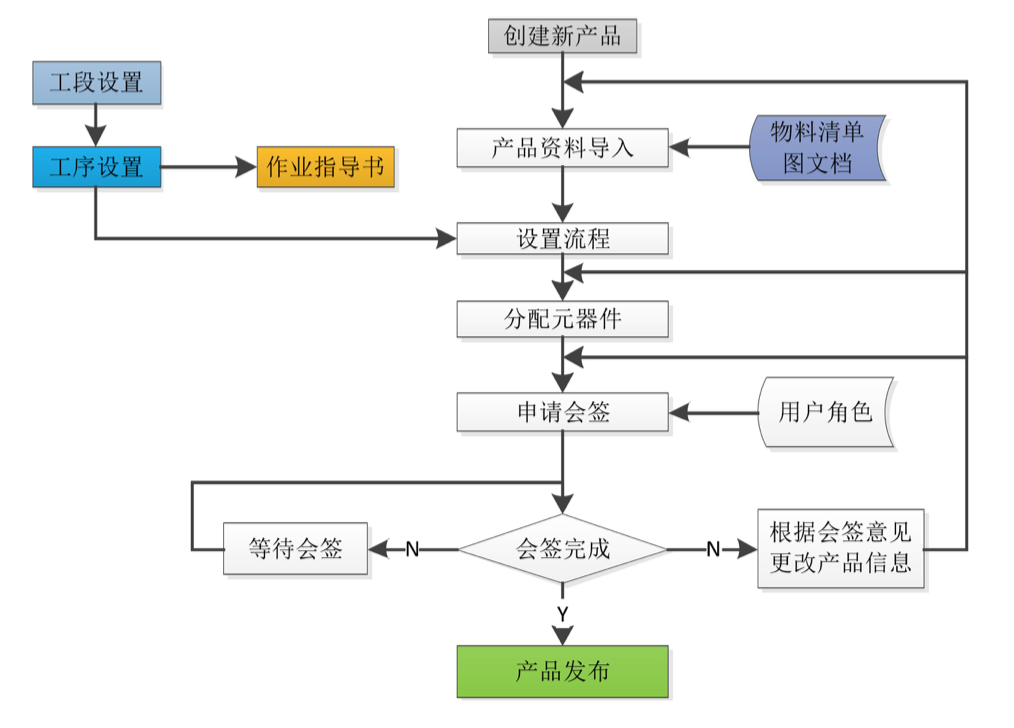
* **創建新產品**:主要功能是對**產品名稱、產品編碼、產品代號**等信息進行維護,錄入到
MES 系統的**產品工藝數據庫**中,對產品工藝進行統一管理,方便后期的查看及調用。
* **產**
**品資料導入**,將與此產品相關的文檔、BOM 物料信息進行導入。
* **設置流程**,根據實際生
產需要,在工序流程庫中調用所需流程,并進行排序,為后續流程管控提供管控依據。
* **分**
**配物料**,將前期導入的 BOM 中的物料分配到對應的工序中,為后期物料校驗提供標準。
并需要**檢查物料編號有無重復、位號有無重復、數量與位號不符**。
工藝編制完成后,**申請**
**會簽**,選擇工藝會簽組成員,會簽過程中會出現會簽通過以及不同過兩種情況,會簽通過,
則可以產品發布,會簽不通過,工藝人員需根據會簽意見,對工藝文件的內容進行修改,
再次進入產品工藝會簽流程。
**產品發布**,會簽完成的產品,進行產品發布,產品數據存入
MES 系統數據庫,調度人員可以根據生產計劃,在已發布的產品中進行排產。
**產品工藝表結構設計**
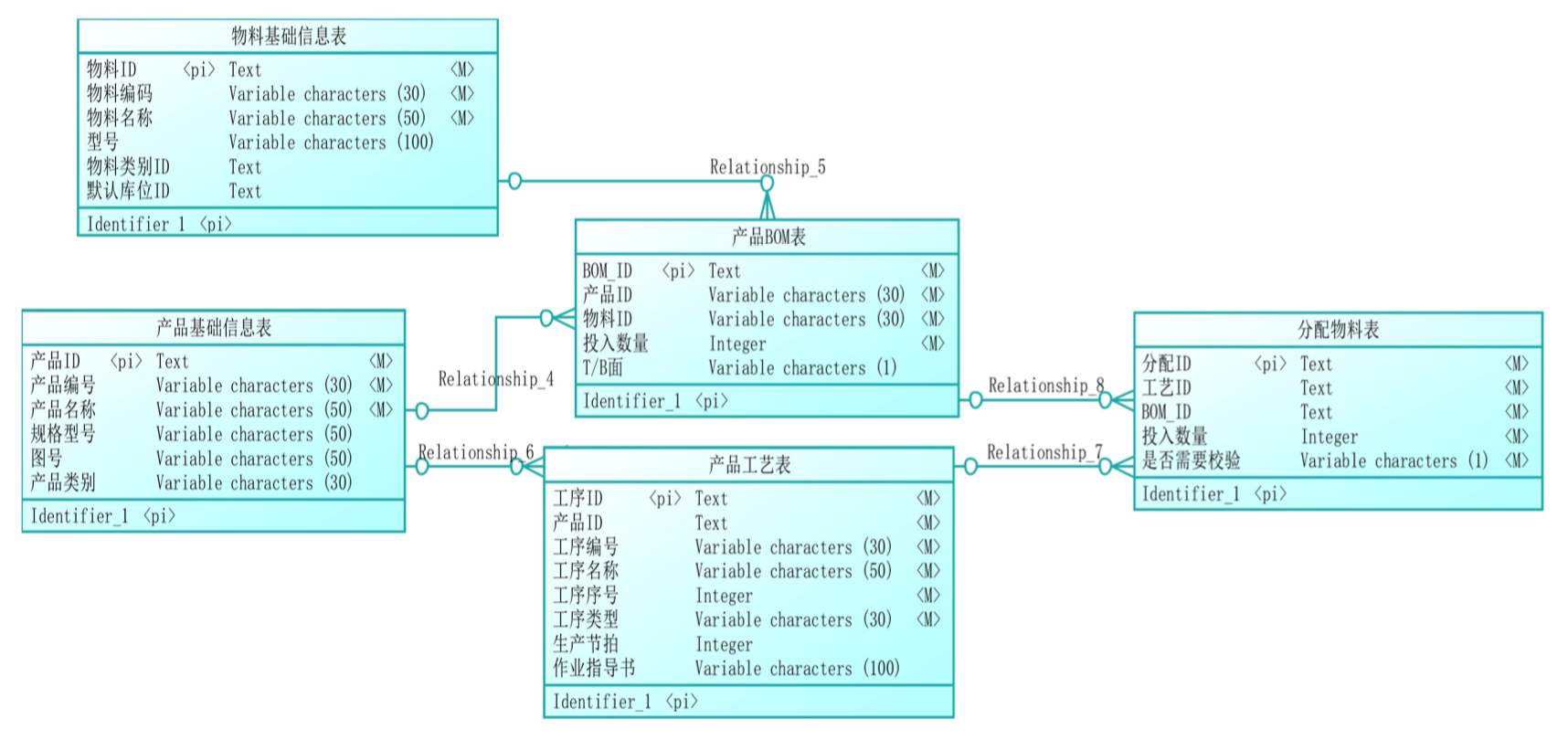
產品工藝管理設計到數據表主要有,**產品基礎信息表、產品工藝表、產品 BOM 表、**
**分配物料表、物料基礎信息表**。
* **產品基礎信**
**息表**:包含的數據項為**產品編號、產品名稱、規格型號、圖號、產品類別**等信息,基本信息
錄入完成后,導入產品 BOM 數據,
* **產品 BOM 表**:包含的數據項為**產品 ID、物料 ID、投**
**入數量**等信息,一個具體的產品工藝對應多種物料,所以**產品基礎信息與產品**
**BOM 表**之間是一對多的關系。下一步進行**工序設置**,對產品工藝表進行增刪改查,
* **產品**
**工藝表**:包含的數據項為**工序編號、工序名稱、工序序號、工序類型、生產節拍、作業指導書**等,產品的生產流程包含多個工序,所以**產品基礎信息表于產品工藝表**的的關系是一對
多。下一步將前期導入的產品 BOM 表中的物料信息分配到產品工藝表中的對應工序中,
包含的數據項為**工序 ID、BOM-ID、投入數量、是否需要校驗**。一個工序包含多種物料,
所以**產品工藝表與分配物料表**之間是一對多的關系。同一種物料分配到多個工序中,生成
多個分配物料表,所以**產品 BOM 表與分配物料表**之間是一對多的關系。**物料基礎信息表**
包含的數據項為**物料編碼、物料名稱、型號、物料類別 ID、默認庫位 ID**,由于同種物料
用作多種產品的加工,所以**物料基礎信息表與產品 BOM 表**之間是一對多的關系。
- 工廠模型
- 組織結構管理
- 部門管理
- 員工管理
- 基礎數據管理
- 單位定義
- 編號定義
- 產品管理
- 供應商管理
- 工廠定義
- 車間管理
- 工廠倉庫
- 工序管理
- 檢測管理
- 工位管理
- 工藝管理
- BOM管理
- 生產模塊
- 計劃任務
- 生產指令管理
- 任務管理
- 任務排程
- 車間任務
- 任務審核管理
- 生產記錄
- 倉庫模塊
- 領料管理
- 倉庫產品
- 入庫管理
- 出庫管理
- 采購模塊
- 采購任務
- 采購合同管理
- 采購單管理
- 物料初檢
- 檢驗模塊
- 請驗管理
- 原料檢驗報告
- 生產檢測
- 成品放行審核單
- 中間產品檢驗報告
- 批次生產審核單
- 成品檢驗報告單
- 切片測試記錄
- 設備管理
- 任務消息
- 看板管理
- 訂單進度看板
- 生產計劃滾動看板
- 設備參數監控看板
- 質量統計分析看板
- KPI績效滾動看板
- 系統流程
- 記錄表
- 系統腦圖
- 分析
- 工藝流程參考
- 入庫流程參考
- 出庫流程參考
- 采購參考