## **機械尺寸和背面焊盤尺寸**
#
## **生產指南**
1. 字節之家出廠的郵票口封裝模組必須由 SMT 機器貼片,并且拆開包裝燒錄固件后必須24小時內完成貼片,否則要重新抽真空包裝,貼片前要對模組進行烘烤。
* SMT 貼片所需儀器或設備:
* 回流焊貼片機
* AOI 檢測儀
* 口徑 6-8 mm 吸嘴
* 烘烤所需儀器或設備:
* 柜式烘烤箱
* 防靜電耐高溫托盤
* 防靜電耐高溫手套
###
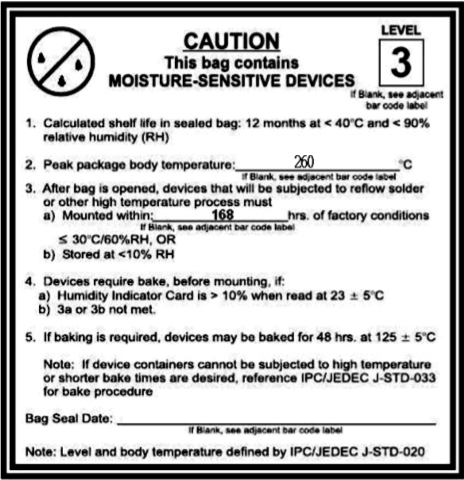
1. 字節之家出廠的模組存儲條件如下:
* 防潮袋必須儲存在溫度 <30℃、濕度 <70%RH 的環境中。
* 干燥包裝的產品,保質期為從包裝密封之日起6個月的時間。
* 密封包裝內裝有濕度指示卡。
###
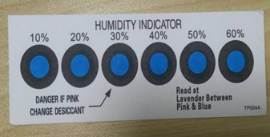
1. 字節之家出廠的模組需要烘烤,濕度指示卡及烘烤的幾種情況如下所述:
* 拆封時如果濕度指示卡讀值30%、40%、50%色環均為藍色,需要對模組進行持續烘烤2小時。
* 拆封時如果濕度指示卡讀取到30%色環變為粉色,需要對模組進行持續烘烤4小時。
* 拆封時如果濕度指示卡讀取到30%、40%色環變為粉色,需要對模組進行持續烘烤6小時。
* 拆封時如果濕度指示卡讀取到30%、40%、50%色環變為粉色,需要對模組進行持續烘烤12小時。
###
1. 烘烤參數如下:
* 烘烤溫度:125±5℃。
* 報警溫度設定:130℃。
* 自然條件下冷卻<36℃后,即可進行 SMT 貼片。
* 干燥次數:1次。
* 若烘烤后超過12小時沒有焊接,請再次進行烘烤。
###
1. 如果拆封時間超過3個月,禁止使用 SMT 工藝焊接此批次模組,因為此 PCB 為沉金工藝,超過3個月后焊盤氧化嚴重,SMT 貼片時極有可能導致虛焊、漏焊,由此帶來的種種問題我司不承擔相應責任。
###
1. SMT 貼片前,請對模組進行 ESD (靜電放電、靜電釋放)保護。
###
1. 為了確保回流焊合格率,首次貼片請抽取10%產品進行目測、AOI 檢測,以確保爐溫控制、器件吸附方式、擺放方式的合理性;之后的批量生產建議每小時抽取5-10片進行目測、AOI 檢測。
#
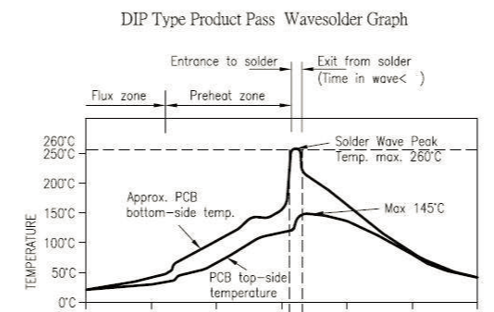
## **推薦爐溫曲線**
請參考波峰焊接爐溫建議進行爐溫設定,峰值溫度260℃±5℃,波峰焊接溫度曲線如下圖所示:
#
### **焊接溫度建議**
| 波峰焊接爐溫曲線建議 | | 手工焊接溫度建議 | |
| --- | --- | --- | --- |
| 預熱溫度 | 80-130℃ | 焊接溫度 | 360℃±20℃ |
| 預熱時間 | 75-100S | 焊接時間 | 小于3S/點 |
| 波峰接觸時間 | 3-5S | NA | NA |
| 錫缸溫度 | 260±5℃ | NA | NA |
| 升溫斜率 | ≤2℃/S | NA | NA |
| 降溫斜率 | ≤6℃/S | NA | NA |
#
## **儲存條件**
- IoT 傳感器
- 氣體傳感器系列
- 煙霧傳感器 QT-MQ-2
- 有毒氣體傳感器 QT-MQ-135
- 氣體酒精傳感器 QT-MQ-3
- 氫氣傳感器 QT-MQ-8
- 超聲波測距傳感器 CSB-A1
- 繼電器 JDQ-A1
- 溫濕度傳感器 WSD-A1
- 液體溫度傳感器 YTWD-A1
- 人體紅外傳感器 RTHW-A1
- 蜂鳴器 FMQ-A1
- 聲音傳感器 SY-A1
- 觸摸按鈕 CM-A1
- 土壤濕度傳感器 TRSD-A1
- 雨滴傳感器 YD-A1
- 光照強度傳感器 GZ-A1
- 壓力傳感器 YL-A1
- 震動傳感器 ZD-A1
- 磁感應傳感器 CGY-A1
- PH值傳感器 PH-A1
- 渾濁度傳感器 HZD-A1
- 火焰傳感器 HY-A1
- 土壤碳磷鉀傳感器 TRTLJ-A1
- IoT 云模組
- ZigBee 系列模組
- ZB1-TI-CC2530F256-PCB 模組規格說明書
- 主要特性
- 應用領域
- 主控芯片簡介
- 模組尺寸與引腳定義
- 電器參數
- 射頻參數
- 天線參數
- 封裝及生產指導
- ZB-TI-CC2530F256-IPX模組規格說明書
- ZB-Silicon-31 模組規格說明書
- ZB-Silicon-32 模組規格說明書
- ZB-Silicon-33 模組規格說明書
- ZB-Silicon-34 模組規格說明書
- 藍牙Mesh 系列模組
- CAT1 系列模組
- NB-IoT 系列模組
- WiFi 系列模組
- GPRS 系列模組
- Sub-G 系列模組
- 藍牙 BLE 系列模組
- WiFi & 藍牙 BLE 雙模系列模組
- 商務合作