
## :-: **轉爐車間工藝參數**
**一、基本參數:**
1、吹煉風量: 18000~22000Nm3/h
2、吹煉壓力: 0.05Mpa-0.1Mpa
3、配氧濃度:21%--24%
4、配氧流量:1000Nm3/h以內
5、配氧壓力:0.74Mpa
6、粗銅品位:Cu≥98.5%
7、渣含銅: Cu≤7%
8、渣含SiO2:18%~30%
9、爐渣鐵硅比:2:1
10、送風時率:65%以上
11、氧料比:130%以內
12、爐溫:一周期1200~1300℃;二周期1200~1250℃
13、爐時:一周期90~120分鐘;二周期120~200分鐘
**二、吹煉原理:**
1、一周期吹煉原理:
2FeS+3O2\=2FeO+2SO2+Q
2FeO+SiO2\=2FeO·SiO2+Q
6FeO+O2\=2Fe3O4+Q
FeS+3Fe3O4+5SiO2\=5(2FeO·SiO2)+SO2—Q
2、二周期吹煉原理:
2Cu2S+3O2\=2Cu2O+2SO2+Q
Cu2S+2Cu2O=6Cu+SO2-Q
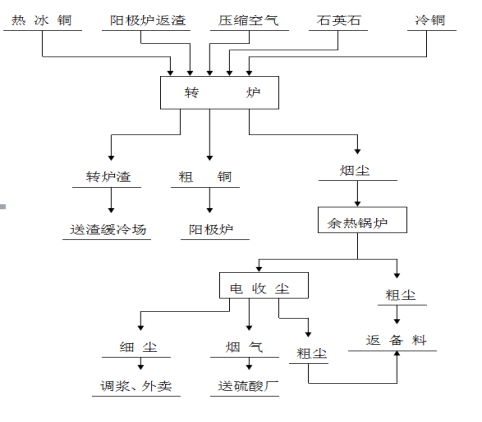
**三、工藝流程圖:**
**四**、**各生產終點判斷:**
**造渣終點**
?1、火焰顏色
??????只要銅锍中的Cu+Fe+S≥90%,火焰顏色是固定的,均是由棕紅色變成淡綠色。當熔劑加入爐內后,火焰為棕紅色或渾濁的草綠色。
2、火焰形狀
??????渣造好時,爐溫升到1250℃左右,火焰清澈發亮,旺盛有力。
3、渣花
??????渣造好時,爐口噴濺物頻繁,細而亮,輕飄無力,似雪花一樣在爐口周圍大量出現。
4、噴濺物
??????渣造好時,渣含SiO2在18%~30%,爐溫較高,爐內熔體粘度小,流動性好,爐口噴濺物呈片狀。噴出爐口時或落在裙板上會均勻散開呈小球狀即渣球,中空易碎。
5、渣汗
??????爐內渣子造好后,爐口內壁出現渣汗,流動性好,粘度較低,噴在爐口內壁上,形成小滴宛如汗珠一樣。
6、渣樣
?????爐后的釬樣或爐前的渣板樣呈鋼灰色或銀灰色,銅渣分離清楚,渣樣表面少許泛紅色和土紅色,無油脂光澤,平滑而脆,釬頭有小刺。釬桿平滑有凸起裂紋,渣樣點滴均勻。
7、時間
?????只要銅锍品位,熔劑含SiO2量,進料量,供風量等參數大致相同,或波動不大時,則吹煉造渣的時間也大致相同。所以,時間也是可以作參考的。
**篩爐終點**
1、火焰顏色:篩爐階段是每一爐次的高溫區。當爐溫升至1250℃~1300℃時,火焰旺盛有力而發亮,硫煙增多,表明爐內脫硫已經開始,火焰呈淡藍色、略帶水紅色,篩爐后30分鐘逐漸變成棕紅色。
2、爐口周圍完全翻花,表明爐內Cu2S進一步氧化,排出大量SO2氣體,噴濺物落在爐口上,形成爐口翻花。
3、爐后釬樣:即捅風眼的釬桿上呈現土紅色或棕紅色,有韌性,會自動卷曲,釬頭有小刺。
4、渣板樣:呈鋼灰色或銀灰色,少許泛土紅色。渣板表面翻大花,表明篩爐已到終點。
**出銅終點**
1、銅花:實質就是熔解在金屬銅相內的Cu2S相消失的過程,就是來花的過程。Cu2S與Cu2O在爐口外部起交互反應的結果產生了銅花。銅花由小—中—大—小-收花這樣一個過程變化,收花后2~3分鐘即可搖爐出銅。
2、火焰顏色:出銅時火焰為棕紅色,清澈透明。火焰短而散,搖擺不定、無力。硫煙很少或消失,有大量的銅霧出現。
3、噴濺物:出銅時由于銅的品位升高,噴濺物具有一定的彈性,落在裙板上猶如跳舞一樣。
4、銅釬樣:爐后釬樣經水冷后,呈玫瑰紅色或金黃色。平滑致密,有金屬光澤,有韌性,無氣孔,無Cu2S斑點。
5、銅雨:大小不一,亮度相同,均勻地從爐后掉下來。仿佛下雨一樣,故稱銅雨。
6、銅汗:爐口內壁出現銅汗,就是當爐體轉到放渣位置時,可看到爐口內壁有銅珠形成,猶如汗珠一樣。
7、爐口取樣:用樣瓢到爐內取樣,倒在樣模中經冷卻后呈玫瑰紅色或金黃色,橫斷面無灰色。同時會鼓起小、中、大三種泡來,故稱為小、中、大泡銅;根據生產要求有時也要產出拉槽銅或火山銅,他們的時間順序為拉槽銅、小、中、大、火山銅。
- 安全綜合
- 檢維修作業
- 特殊作業票制度及辦理指南
- 動火作業安全管理制度
- 動火作業票辦理指南
- 高處作業安全管理制度
- 高處作業票辦理指南
- 有限空間作業安全管理制度
- 有限空間作業票辦理指南
- 吊裝作業安全管理制度
- 吊裝作業票辦理指南
- 臨時用電安全管理制度
- 臨時用電作業票辦理指南
- 盲板抽堵作業安全管理制度
- 盲板抽堵作業票辦理指南
- 動土作業安全管理制度
- 動土作業票辦理指南
- 斷路作業安全管理制度
- 斷路作業票辦理指南
- 特種作業票照片要求指南
- 安全工作許可證辦理指南
- 檢維修作業方案辦理指南
- 安全環保技術交底辦理指南
- 作業風險分析表辦理指南
- 檢維修專項安全培訓辦理指南
- 鎖定掛牌制度及辦理指南
- 職業健康管理
- 職業病危害警示標識
- 勞保用品相關要求
- 安全培訓檔案
- 消防及應急管理
- 氣體報警器使用要求
- 應急燈的使用要求
- 安全出口標識相關要求
- 應急醫藥箱的相關要求
- 正壓式呼吸器相關要求
- 滅火器的相關要求
- 消防栓(柜)的相關要求
- 兩體系管理
- 2882 安全生產風險分級管控體系通則
- 2883 生產安全事故隱患排查治理體系通則
- 2974 工貿企業安全生產風險分級管控體系細則
- 3011工貿企業生產安全事故隱患排查治理體系細則
- 職業病危害風險分級管控體系細則
- 職業病隱患排查治理體系細則
- 安全活動記錄卡管理
- 數字化安全平臺管理
- 設備綜合
- 特種設備管理制度
- 魯方[2016]第114號關于印發《起重設備鋼絲繩技術管理規定》的通知
- 魯方[2016]第004號《行車吊鉤的檢查要求》
- 魯方[2016]第017號《特種設備管理標準》的通知
- 魯方[2017]第62號關于印發《空調設備使用管理規定》的通知
- 魯方[2018]第158號關于印發?生產總廠對生產、檢修廢品物料等的管理規定?的通知
- 儀表管理制度
- 魯方[2016]第038號關于印發《自動化儀表管理辦法》的通知
- 自動化儀表使用手冊
- 魯方[2017]第70號關于印發《生產控制系統電腦及網絡使用、維護及管理規定》的通知
- 魯方[2017]第135號關于印發《DCS及PLC系統的補充管理規定》的通知
- 魯方[2017]第195號關于印發《DCS及PLC管理規定》的補充規定通知
- 魯方[2016]第028號關于印發《DCS/PLC系統管理規定》的通知
- 魯方[2017]第029號關于印發《交流接觸器的更換規定》的通知
- 魯方[2018]第040號關于印發《計量器具管理規定》的通知
- 魯方[2018]第 號關于印發《廠區監控系統使用、維護及管理的規定》的通知
- 魯方[2018]第 號關于印發《關鍵裝置及重點部位安全管理制度》修訂版的通知
- 魯方[2018]第 號關于精密儀表周圍施焊的管理規定
- 機械管理制度
- 魯方[2016]第041號 關于印發《設備備件存放要求》(試行)的通知
- 魯方[2016]第045號 《備用設備管理制度》
- 魯方[2016]第061號關于進一步完善廠內冶煉渣包、銅包維修登記的規定
- 魯方[2017]第221號關于印發《全廠冶金爐窯的管理規定》的通知
- 電氣管理制度
- 魯方[2017]第185號關于印發《蓄電池的日常維護管理制度》的通知
- 魯方[2018]第198號關于印發《電動機絕緣測試管理規定》的通知
- 魯方[2018]第199號關于印發《電動機運行、維護、檢修管理規定》的通知
- 設備綜合管理制度
- 魯方[2017]第249號關于印發《備品備件計劃審核提報表》的通知
- 魯方[2018]第186號關于印發《設備變更補充管理規定》通知
- 魯方[2018]第159號關于印發《設備檢維修管理規定》的通知
- 魯方[2017]第215號關于調整《新增設備及備件訂貨技術說明書》規定的通知
- 魯方[2017]第197號關于印發《設備質量問題反饋流程規定》的通知
- 魯方[2017]043號關于印發《新增設備及備件訂貨技術說明書》的通知
- 魯方[2016]第064號關于印發《設備變更管理規定》的通知
- 魯方[2016]第069號關于設備及備品備件技術協議簽批流程的規定
- 魯方[2017]第036號《大型關鍵設備開停車的管理規定》的通知
- 魯方[2017]第041號關于印發《車間維修工具管理規定》的通知
- 工藝綜合
- 重要工藝參數
- 備料車間
- 底吹車間
- 轉爐車間
- 精煉車間
- 余熱收塵車間
- 生產分析相關要求
- 環保綜合
- 環保要求
- 人事綜合
- 考勤管理制度
- 新員工轉正管理制度
- 分廠管理綜合
- OPL、點滴改善
- 分廠管理制度
- 現場管理及衛生類
- 車間維保施工管理
- 其它管理制度
- 配電室管理制度
- 電動三輪車管理制度
- 勞動紀律類
- 設備方面類
- 數據記錄類
- 工藝操作類
- 安全環保類
- 日常管理類
- 分廠專項管理制度
- 捕金一廠惡劣天氣安全生產管理制度
- 捕金一廠文件上傳下達管理規定
- 捕金一廠新增工藝規程
- 捕金一廠應急防汛管理制度
- 捕金一廠中層干部及部分核心人員輪崗方案
- 關于近期捕金一廠高產穩產的生產工作計劃
- 捕金一廠巡回檢制度
- 底吹車間巡回檢制度
- 轉爐車間巡回檢制度
- 余熱車間巡回檢制度
- 備料車間巡回檢制度
- 精煉車間巡回檢制度
- 天然氣站巡回檢查制度
- 交接班管理制度
- 備料
- 底吹
- 轉爐
- 精煉
- 余熱
- 捕金一廠值班人員管理規定
- 捕金一廠橋架管理制度
- 其他2
- 其他3
- 其他4
- 指導書更新日志